
Lasersintern
Lasersintern (LS) ist ein additiver Fertigungsprozess zur werkzeuglosen, schichtweisen Generierung von Bauteilen aus einem Pulvermaterial. Dabei wird der Bauprozess direkt von CAD-Daten gesteuert. Durch den Prozess ist es möglich, hochkomplexe Bauteile sowie individuelle Geometrien zeitlich flexibel und kostengünstig zu produzieren.
Durch den LS-Prozess können dreidimensionale Bauteile nahezu ohne Restriktionen bezüglich der Werkzeuggestaltung gefertigt werden. Teile können integrierte Funktionen wie z. B. bewegliche Scharniere oder innere Strukturen enthalten. Typische Anwendungen für das LS-Verfahren sind die Herstellung von hochkomplexen Strukturen bei niedrigen bis mittleren Stückzahlen. Dabei wird das Verfahren sowohl für die Fertigung von Prototypen, als auch zur Serienfertigung bei Klein- bis mittelgroßen Stückzahlen angewandt. Neben der Werkzeugindustrie sind die Bereiche Luft- und Raumfahrt, Automobil, Architektur sowie Konsumgüter weitere, typische Anwendungsbereiche.
Bauprinzip
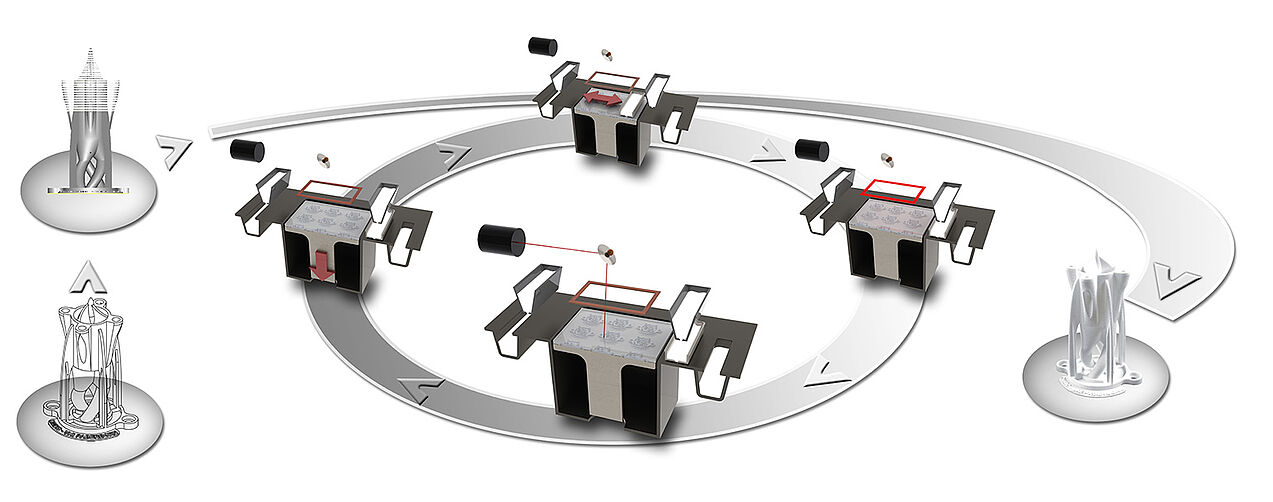
Beim Lasersintern werden Schichtstärken von ca. 60 bis 180 µm verarbeitet. Das Material wird mittels eines Rakels oder rotierenden Walze auf das Pulverbett aufgetragen. Anschließend wird die Prozesskammer bis kurz unterhalb der Schmelztemperatur des Materials aufgeheizt. Ein CO2-Laser schmilzt das Pulver schließlich entlang der Querschnittsfläche des Bauteils lokal auf. Danach wird eine neue Pulverschicht aufgetragen und der Prozess wiederholt sich erneut. Da der LS-Prozess eine präzise Temperaturführung erfordert, müssen der Energieeintrag durch den Laser sowie die Temperaturverteilung kontrolliert und bedacht werden.
Bauvolumen
Die zwei größten Entwickler und Lieferanten von LS-Systemen sind EOS GmbH und 3D Systems, Inc. Beide Hersteller haben verschiedene Maschinen im Angebot, z. B. mit verschieden großen Bauräumen und Materialverfügbarkeiten. Während die kleinste verfügbare Maschine einen Bauraum von ca. 200x250x330 mm³ (x/y/z) aufweist, können größere Bauteile auch bis zu einer Größe von 550x550x750 mm³ gefertigt werden.
Bauzeit und -geschwindigkeit
Die Bauzeit hängt von vielen Prozess- und Bauteilparametern sowie der verwendeten Maschine ab. Neben der Bauteilgröße ist dabei auch dessen Orientierung im Bauraum sowie die Komplexität und Dimension der Belichtungsfläche entscheidend. Zusätzlich kann die Wahl der Prozessparameter wie z. B. die Schichtstärke oder die Belichtungsparameter die Bauzeit signifikant beeinflussen. In den meisten Fällen können Bauteile mit einer Geschwindigkeit von ca. 20 mm Bauhöhe pro Stunde gefertigt werden.
Materialien
Generell eignet sich das LS-Verfahren für Kunststoff-, Metall- und Sandpulver. Für Metallpulver befindet sich die Prozessbeschreibung unter „Selektives Laserschmelzen“. Bei Kunststoffen wird der Markt von Polyamid 11 und Polyamid 12 bestimmt. Darüber hinaus sind Mischungen aus Polyamid mit weiteren Materialien oder Additiven erhältlich, um z. B. die Flammfestigkeit zu erhöhen oder die mechanischen Eigenschaften zu verbessern. Ein weiterer Hochleistungskunststoff ist z. B. PEEK HP3 (basierend auf Polyaryletherketone – PAEK), welcher sich besonders für Anwendungen bei hoher Temperatur oder unter Einfluss von anderen Chemikalien eignet. Außerdem sind flexible, gummielastische Materialien auf Basis von TPE und TPU erhältlich.
Nachbearbeitung
Nach dem eigentlichen Bauprozess kühlt der sog. Pulverkuchen aufgrund der hohen Prozesstemperaturen bei einer gleichzeitig niedrigen Wärmeleitfähigkeit des Pulvermaterials nur sehr langsam ab. Das die Teile umgebende Pulver wird von den Bauteilen entfernt, gesiebt und schließlich als „Altpulver“ mit neuem Material vermischt und in den Prozess zurückgeführt. Zur Sicherstellung konstanter Bauteileigenschaften ist dabei eine Spezifizierung der Pulverqualität notwendig. Die Bauteile hingegen werden mit Druckluft und Glaskugeln gestrahlt, um anhaftendes Pulver zu entfernen.